
The RapidChange ATC Premium Magazine incorporates an Infrared (IR) break beam sensor for tool recognition as an added layer of protection on our integrated platforms. The Premium Magazine includes a MEAN WELL RD-35B 5v-24v combo power supply for the IR sensor and the stepper driver (24v is recommended for the stepper drivers).
The beam will detect the presence or absence of the clamping nut.
This is a fail safe, requiring just one input pin and a 5V power supply. Poorly trammed spindles or misalignment in the X and Y axes due to events like crashes or step losses can impede the process of the tool change or cause it to fail. This could result in either no engagement, or improper threading.
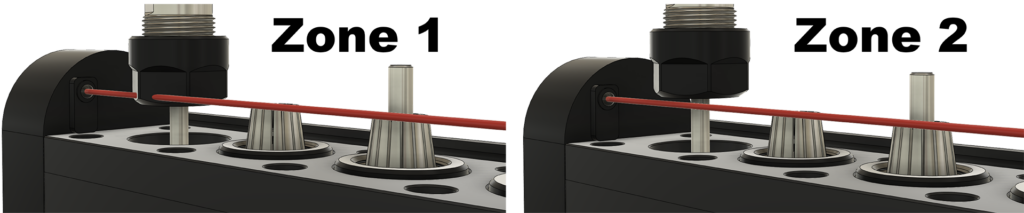
Tool recognition will detect the presence or absence of the clamping nut during a tool change.
Our M6 macro checks the state of the beam while loading and unloading at Zone 1. It preforms an additional check at Zone 2 while loading. Upon failure it will pause program execution and wait for user input before resuming.
Wiring the sensor is easy.
Connect the black wire to ground and the red wire directly to 3.3V or 5V power. It will draw 9mA from 3.3V (lower power) and 20mA from 5V (better range) and then the green wire to your digital input. The receiver is open collector which means that you do need a pull up resistor. Most microcontrollers have the ability to turn on a built in pull up resistor. If you do not, connect a 10K resistor between the green wire of the receiver and the red wire.