
Explanation
Tool recognition will detect the presence or absence of the clamping nut during a tool change.
Our M6 macro checks the state of the beam while loading and unloading at Zone 1. At this point if the beam is broken there is a clamping nut attached to the spindle.
It preforms an additional check at Zone 2 while loading. If the beam is broken at this point then the clamping nut has not been properly threaded on the spindle.
Upon failure it will pause program execution and wait for user input before resuming.
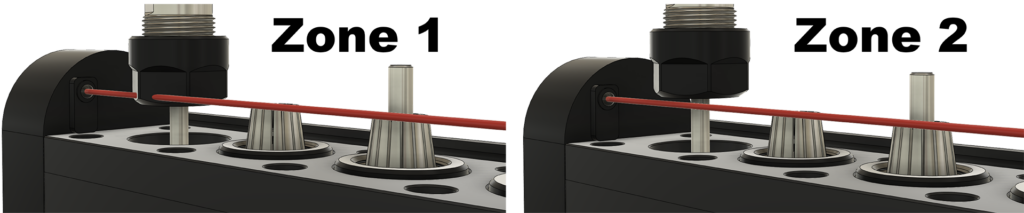
Zone 1
Find Zone 1 with a tool loaded in the spindle so that you are approximately 2mm below the point that the clamping nut blocks the beam.
Zone 2
Find Zone 2 by raising the spindle so that is clears the beam by about 2mm.
Adjustments
If you get false readings adjust the zone 1 and zone 2 values. The signal goes low when triggered.