
How was the idea for this automatic tool change system conceived, compared to traditional pneumatic systems?
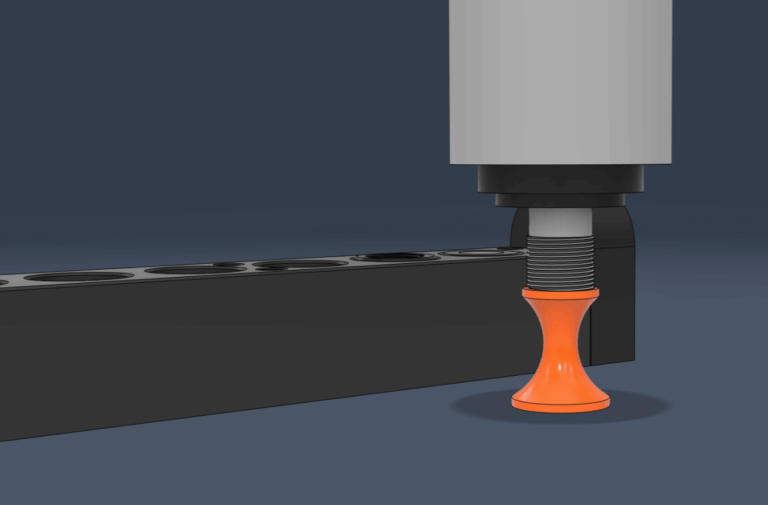
How's the Magic happen?
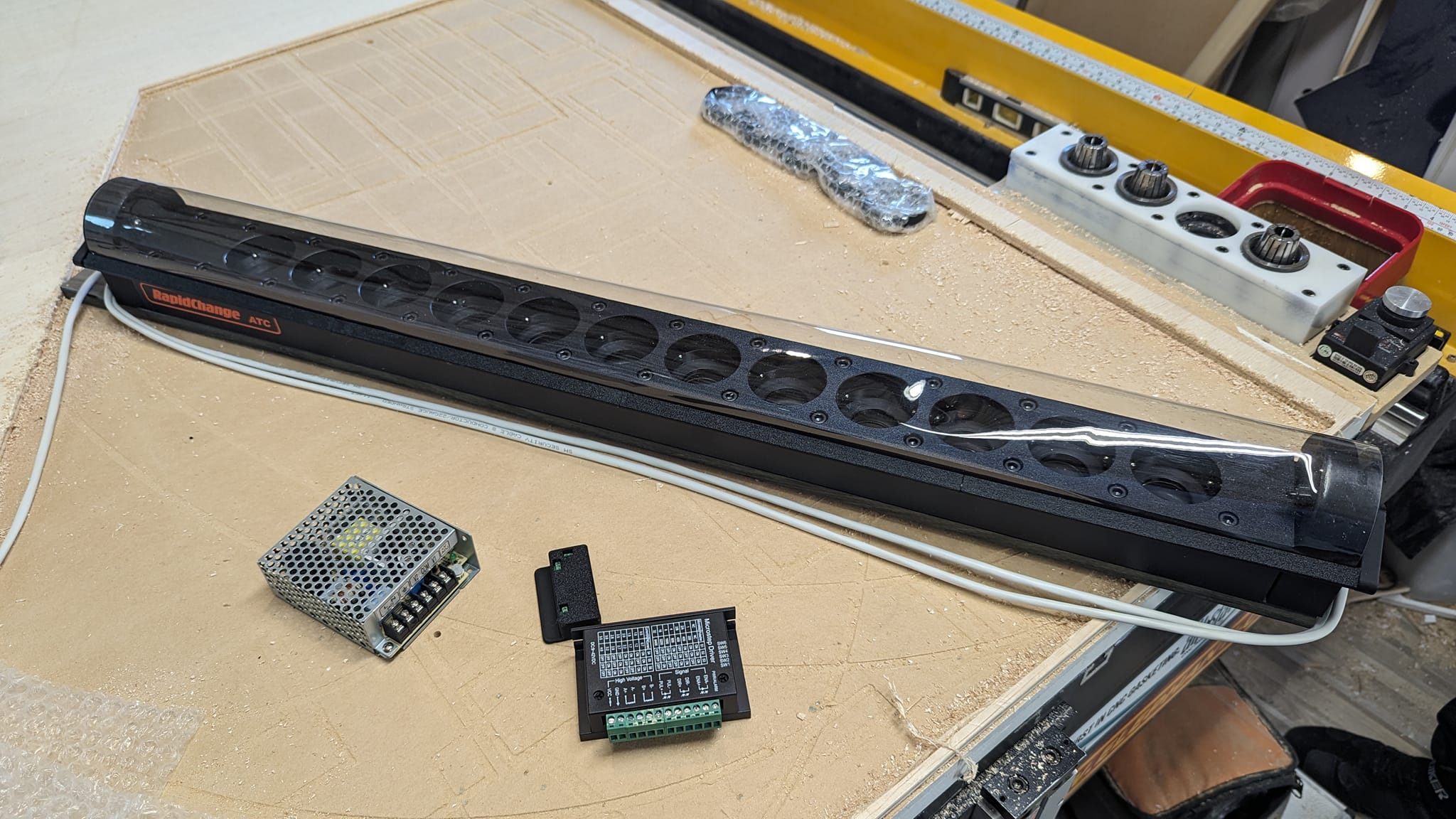
Is RapidChange ATC compatible with my system?





What are the requirements I might not be thinking of to set this up?
What is the recommend speed to tight & loosen the collet nut?
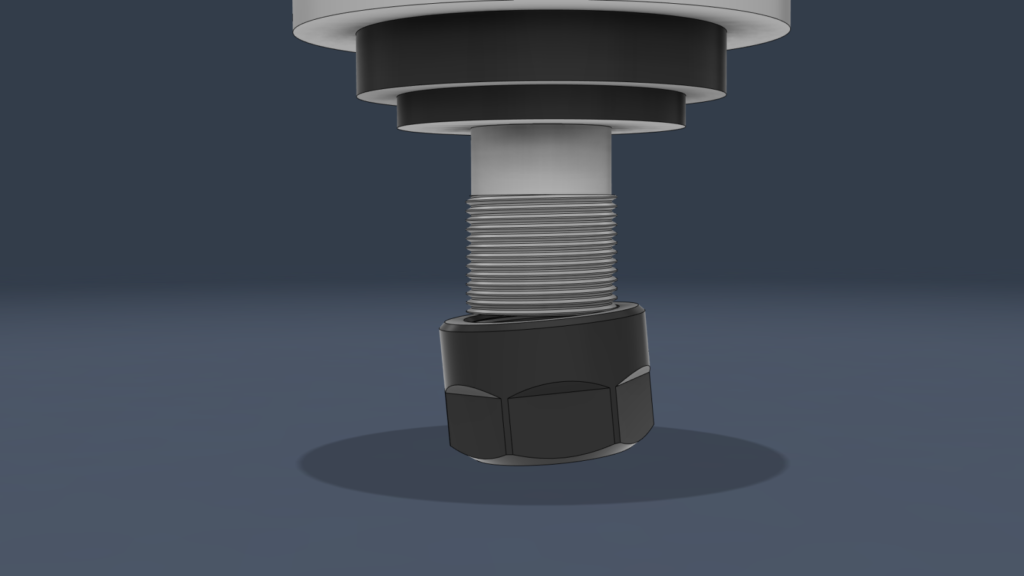
Can this really generate enough torque to secure the cutter?
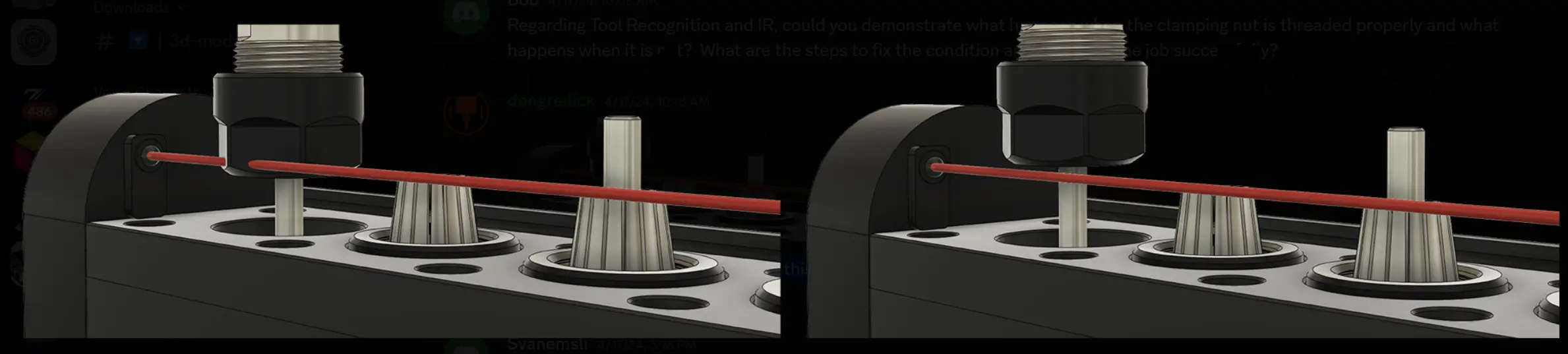
What about cross-threading?
Won't this damage the spindle over time?
Do the parts wear out?
Are replacement parts available?
Are drawings available to check mounting constrains?
Can I get more than 8 sockets?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
What's the physical setup process look like?
How much Z axis clearance do I need?
Is magazine alignment really that important?
My machine keeps getting out of alignment with the RapidChange ATC. What can I do?
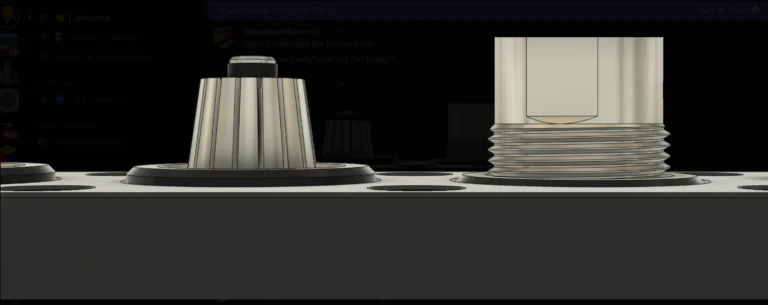
I'm setting the Z height. What do you mean, it should "sit freely?"

Can you explain the Z "Engage Height?"
What's your top pick for a motion controller system?
How can I run my spindle at such low rpms?
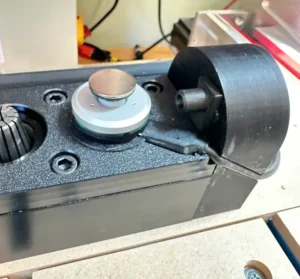
How does the IR safety sensor work?
Why isn't the IR sensor recognizing the loaded tool?


Do I really need the dust cover and IR sensors?
I thought collet nuts were standardized. Why should I measure mine for compatibility?

Should I use Type A collet Nut or a Type UM?
Why do some of my tools slip out of my collet?
How can I prevent the tools from slipping in the collet while in the magazine?
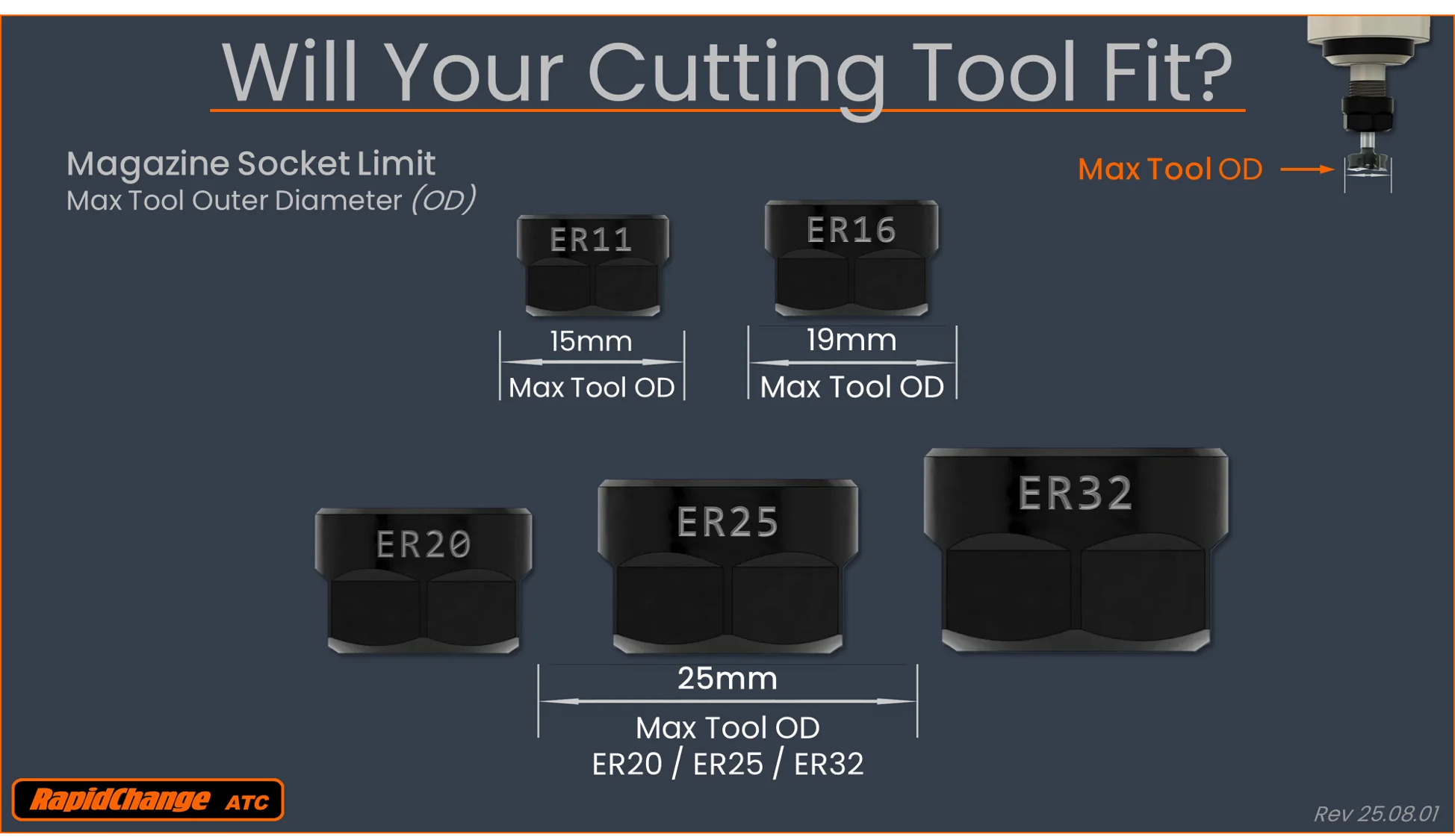
What's the maximum tool diameter?
What's the max tool length?
Can I change collet sizes later?
Can I upgrade the magazine later?
Fusion 360 for personal use has limitations regarding tool changes and rapid movements. What can I do?
My magazine doesn't look the same as the new ones. What's going on?
Can I buy the Onefinity Tower-Style magazine?
